History of Pre-stressing
The art of pre-stressing concrete evolved over many decades and from many sources, but we can point to a few select instances in history that brought about this technology.
In the United States, engineer John Roebling established a factory in 1841 for making rope out of iron wire, which he initially sold to replace the hempen rope used for hoisting cars over the portage railway in central Pennsylvania. Later, Roebling used wire ropes as suspension cables for bridges, and he developed the technique for spinning the cables in place.
During the 19th century, low-cost production of iron and steel, when added to the invention of portland cement in 1824, led to the development of reinforced concrete. In 1867, Joseph Monier, a French gardener, patented a method of strengthening thin concrete flowerpots by embedding iron wire mesh into the concrete. Monier later applied his ideas to patents for buildings and bridges.
Swiss engineer Robert Maillart’s use of reinforced concrete, beginning in 1901, effected a revolution in structural art. Maillart, all of whose main bridges are located in Switzerland , was the first designer to break completely with the masonry tradition by putting concrete into forms technically appropriate to its properties – yet visually surprising. His radical use of reinforced concrete revolutionized masonry arch bridge design.
The idea of pre-stressing concrete was first applied by Eugene Freyssinet, a French structural and civil engineer, in 1928 as a method for overcoming concrete’s natural weakness in tension. Pre-stressed concrete can now be used to produce beams, floors or bridges with a longer span than is practical with ordinary reinforced concrete.
PRE-STRESSED CONCRETE
Pre stressed concrete, like reinforced concrete, is a composite material which uses to advantage the compressive strength of concrete, whilst circumventing its weakness in tension. Pre stressed concrete is made from structural concrete, usually of high strength, and high strength steel tendons which may or may not be grouped together. Prior to external loading the tendons are tensioned in one of two ways. With pretensioning the tendon are tensioned prior to the casting of the concrete and using post tensioning techniques the tendons are tensioned after the concrete has hardened. Some ordinary reinforcing steel is also often included both as subsidiary longitudinal reinforcement and as transverse stirrups to resist shear.
Pre-stressed concrete is a method for overcoming concrete's natural weakness in tension. It can be used to produce beams, floors or bridges with a longer span than is practical with ordinary reinforced concrete. Pre-stressing tendons (generally of high tensile steel cable or rods) are used to provide a clamping load which produces a compressive stress that offsets the tensile stress that the concrete compression member would otherwise experience due to a bending load. Traditional reinforced concrete is based on the use of steel reinforcement bars, inside poured concrete. The basic purpose of pre-stressing is to improve the performance of concrete members and this is achieved by inducing in the beam initial deformation and stresses which tend to counteract those produced by the service loads.


Since concrete is weak in tension in normal reinforced concrete construction cracks develop in the tension zone at working loads and therefore all concrete in tension is ignored in design.
Pre-stressing involves inducing compressive stresses in the zone, which will tend to become tensile under external loads. This compressive stress neutralizes the tensile stress so that no resultant tension exists, (or only very small values, within the tensile strength of the concrete). Cracking is therefore eliminated under working load and all of the concrete may be assumed effective in carrying load. Therefore lighter sections may be used to carry a given bending moment, and pre-stressed concrete may be used for longer span than reinforced concrete.
The pre-stressing force also reduces the magnitude of the principal tensile stress in the web so that thin-webbed I - sections may be used without the risk of diagonal tension failures and with further savings in self-weight.
The pre-stressing force has to be produced by a high tensile steel, and it is necessary to use high quality concrete to resist the higher compressive stresses that are developed. As the name itself suggests pre-stressing is the technique of stressing a structural member prior to loading to resist excessive tensile stresses.
The advantages of pre-stressed concrete as a construction material in multi storied frame can be listed as follows:
· Maximum utilization of provided section of the member.
· Provision of slender member for long span beams as compared to RCC.
· Use of high strength materials contribute to the durability of the structure.
· Pre-stresses concrete has considerable resilience and impact resistance.
· Proves to be economical only in long span beam-column frames compared to other materials.
· The intermediate distance between the columns can be in increased by using pre-stressed concrete as compared to reinforced cement concrete.
· Architectural design provisions and specifications can be achieved using pre-stressed concrete.
· Dead weight of concrete is reduced to a higher rate using pre-stressed concrete.
PRINCIPLE OF PRESTRESSING
The function of pre-stressing is to place the concrete structure under compression in those regions where load causes tensile stress. Tension caused by the load will first have to cancel the compression induced by the pre-stressing before it can crack the concrete. Figure (a) shows a plainly reinforced concrete simple-span beam and fixed cantilever beam cracked under applied load. Figure (b) shows the same unloaded beams with pre-stressing forces applied by stressing high strength tendons. By placing the pre-stressing low in the simple-span beam and high in the cantilever beam, compression is induced in the tension zones; creating upward camber.
Figure (c) shows the two pre-stressed beams after loads have been applied. The loads cause both the simple-span beam and cantilever beam to deflect down, creating tensile stresses in the bottom of the simple-span beam and top of the cantilever beam. The structural Designer balances the effects of load and pre-stressing in such a way that tension from the loading is compensated by compression induced by the pre-stressing. Tension is eliminated under the combination of the two and tension cracks are prevented. Also, construction materials (concrete and steel) are used more efficiently; optimizing materials, construction effort and cost.
Fig 1. - Comparison of Reinforced and Prestressed Concrete Beams |

Pre-stressing can be applied to concrete members in two ways, by pre-tensioning or post-tensioning. In pre-tensioned members the pre-stressing strands are tensioned against restraining bulkheads before the concrete is cast. After the concrete has been placed, allowed to harden and attain sufficient strength, the strands are released and their force is transferred to the concrete member. Pre-stressing by post-tensioning involves installing and stressing pre-stressing strand or bar tendons only after the concrete has been placed, hardened and attained a minimum compressive strength for that transfer.
METHODS AND SYSTEM OF PRE-STRESSING
There are two methods of pre-stressing concrete: -
1) Pre-cast Pre-tensioned
2) Pre-cast Post-tensioned
Both methods involve tensioning cables inside a concrete beam and then anchoring the stressed cables to the concrete.
Pre-cast Pre-tensioned: -
Pre-tensioning is a method of pre-stressing in which the steel tendons are tensioned before the casting of the member. In this method the tendons are tensioned using hydraulic jacks, which bear on strong abutments between which the moulds are placed. After the concrete attains full strength the tendons are released and the stress is transferred to the concrete by bond action.
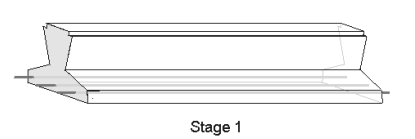
Procedure of precast pre-tensioned concreting
Stage 1
Tendons and reinforcement are positioned in the beam mould.
Stage 2
Tendons are stressed to about 70% of their ultimate strength.

Stage 3
Concrete is cast into the beam mould and allowed to cure to the required initial strength.

Stage 4
When the concrete has cured the stressing force is released and the tendons anchor themselves in the concrete.

Pre-cast Post-tensioned: -
Post-tensioning is a method of pre-stressing in which the steel tendons are tensioned after the casting of the member. In this method ducts or sheaths are placed in the required profile in the mould and the tendons are passed through the ducts. After the concrete had attained sufficient strength the tendons are tensioned using hydraulic jacks which bear on the member itself. The stress is transferred to the concrete by bearing action of tendons which are anchored using suitable anchorages. Finally the ducts are grouted and the anchor plates concealed by cement mortar.
Procedure of precast post-tensioned concreting
Stage 1
Cable ducts and reinforcement are positioned in the beam mould. The ducts are usually raised towards the neutral axis at the ends to reduce the eccentricity of the stressing force.

Stage 2
Concrete is cast into the beam mould and allowed to cure to the required initial strength.

Stage 3
Tendons are threaded through the cable ducts and tensioned to about 70% of their ultimate strength.

Stage 4
Wedges are inserted into the end anchorages and the tensioning force on the tendons is released. Grout is then pumped into the ducts to protect the tendons.

TYPES OF POST TENSIONED CONCRETING METHODS
1. BONDED POST-TENSIONED CONCRETE METHOD
2. UNBONDED POST-TENSIONED CONCRETE METHOD
BONDED POST-TENSIONED CONCRETE
Bonded post-tensioned concrete is the descriptive term for a method of applying compression after pouring concrete and the curing process (in situ). The concrete is cast around a plastic, steel or aluminium curved duct, to follow the area where otherwise tension would occur in the concrete element. A set of tendons are fished through the duct and the concrete is poured. Once the concrete has hardened, the tendons are tensioned by hydraulic jacks that react against the concrete member itself. When the tendons have stretched sufficiently, according to the design specifications, they are wedged in position and maintain tension after the jacks are removed, transferring pressure to the concrete. The duct is then grouted to protect the tendons from corrosion. This method is commonly used to create monolithic slabs for house construction in locations where expansive soils (such as adobe clay) create problems for the typical perimeter foundation. All stresses from seasonal expansion and contraction of the underlying soil are taken into the entire tensioned slab, which supports the building without significant flexure. Post-stressing is also used in the construction of various bridges, both after concrete is cured after support by falsework and by the assembly of prefabricated sections, as in the bridge. The advantages of this system over unbonded post-tensioning are.
1. Large reduction in traditional reinforcement requirements as tendons cannot destress in accidents.
2. Tendons can be easily 'weaved' allowing a more efficient design approach.
3. Higher ultimate strength due to bond generated between the strand and concrete.
4. No long term issues with maintaining the integrity of the anchor/dead end.
UNBONDED POST-TENSIONED CONCRETE
Unbonded post-tensioned concrete differs from bonded post-tensioning by providing each individual cable permanent freedom of movement relative to the concrete. To achieve this, each individual tendon is coated with a grease (generally lithium based) and covered by a plastic sheathing formed in an extrusion process. The transfer of tension to the concrete is achieved by the steel cable acting against steel anchors embedded in the perimeter of the slab. The main disadvantage over bonded post-tensioning is the fact that a cable can destress itself and burst out of the slab if damaged (such as during repair on the slab). The advantages of this system over bonded post-tensioning are:
1. The ability to individually adjust cables based on poor field conditions (For example: shifting a group of 4 cables around an opening by placing 2 to either side).
2. The procedure of post-stress grouting is eliminated.
3. The ability to de-stress the tendons before attempting repair work.
Picture number one shows rolls of post-tensioning (PT) cables with the holding end anchors displayed. The holding end anchors are fastened to rebar placed above and below the cable and buried in the concrete locking that end. Pictures numbered two, three and four shows a series of black pulling end anchors from the rear along the floor edge form. Rebar is placed above and below the cable both in front and behind the face of the pulling end anchor. The above and below placement of the rebar can be seen in picture number three and the placement of the rebar in front and behind can be seen in picture number four. The blue cable seen in picture number four is electrical conduit. Picture number five shows the plastic sheathing stripped from the ends of the post-tensioning cables before placement through the pulling end anchors. Picture number six shows the post-tensioning cables in place for concrete pouring. The plastic sheathing has been removed from the end of the cable and the cable has been pushed through the black pulling end anchor attached to the inside of the concrete floor side form. The greased cable can be seen protruding from the concrete floor side form. Pictures seven and eight show the post-tensioning cables protruding from the poured concrete floor. After the concrete floor has been poured and has set for about a week, the cable ends will be pulled with a hydraulic jack, shown in picture number nine, until it is stretched to achieve the specified tension.

1. Rolls of post-tensioning cables

2. Pulling anchors for post-tensioning cables

3. Pulling anchors for post-tensioning cables

4. Pulling anchors for post-tensioning cables

5. Post-tensioning cables stripped for placement in pulling anchors

6. Positioned post-tensioning cables

7. Post-tensioning cable ends extending from freshly poured concrete

8. Post-tensioning cable ends extending from concrete slab

9. Hydraulic jack for tensioning cables

10. Cable conduits in formwork
The advantages of post-tensioning compared to pre-tensioning in the multi storied frame construction can be listed as follows
a) Tendons can be provided in any desired profile.
b) Stage pre-stressing can be adopted conveniently.
c) Costly factory equipments are not required.
d) Cast-in-situ construction procedure can be conveniently adopted.
e) It is possible to fabricate a beam with pre-cast and cast-in-situ elements, which are post-tensioned together to form a single structural unit.
f) Number of systems is available in this method.
Systems of pre-stressing are as given below
· Hoyer system – usually adopted for pre-tensioned members.
The system listed below are adopted for post-tensioning
· Freyssinet system
· Magnel Balton system
· Gifford Udall system
· PSC monowire system
· CLL standard system
· Lee -Macall system
ADVANTAGES OF PRECAST CONCRETE ELEMENTS IN BUILDING CONSTRUCTION
· Lower construction cost
· Thinner slabs, which are especially important in high-rise buildings where floor thickness savings can translate into additional floors for the same or lower cost
· Fewer joints since the distance that can be spanned by post-tensioned slabs exceeds that of reinforced construction with the same thickness
· Longer span lengths increase the usable unencumbered floorspace in buildings and parking structures
· Fewer joints lead to lower maintenance costs over the design life of the structure, since joints are the major locus of weakness in concrete buildings.
· One-stop shopping sources much of a building's shell in one efficient, precast contract.
· Fabrication of precast elements during permitting and/or site preparation saves time resulting in fast efficient construction regardless of weather conditions.
· Designing precast systems is easier.
· Precast components can be erected in winter conditions, maintaining tight schedules.
· With total precast systems, speedy erection allows the contractor to enclose the building quickly, giving interior trades faster access.
· Precast components are naturally fire protected, because they will not burn. Precast's inherent fire resistance eliminates the messy and time-consuming fireproofing required for a steel structure and subsequent repairs caused by other trades.
LOSS OF PRESTRESS
When the tensioning force is released and the tendons are anchored to the concrete a series of effects result in a loss of stress in the tendons. The effects are :
· Relaxation of the steel tendons
· Elastic deformation of the concrete
· Shrinkage and creep of the concrete
· Slip or movement of the tendons at the anchorages during anchoring
· Other causes in special circumstances, such as when steam curing is used with pre-tensioning.
Total losses in pre-stress can amount to about 30% of the initial tensioning stress.
Freyssinet system is the most widely adopted system in the construction of pre-stressed concrete structures. Pre-stressed Concrete is an architectural and structural material possessing great strength. The unique characteristics of pre-stressed concrete allow predetermined, engineering stresses to be placed in members to counteract stresses that occur when the unit is subjected to service loads. This is accomplished by combining the best properties of two quality materials: high strength concrete for compression and high tensile strength steel strands for tension.
REASONS FOR USING PRESTRESSED CONCRETE
Column-Free Long Spans
With fewer columns and more usable floor space, precast, prestressed concrete provides greater freedom for space utilization.
Conserves Energy
Pre-stressed concrete components can improve the thermal storage potential of a building. It effectively conserves energy required for heating and cooling.
Maintenance Free
Precast concrete does not require painting and is free from corrosion. Its durability extends building life.
Resists Fire
Durability and fire resistance mean low insurance premiums and greater personnel safety. Those who investigate life cycle costing will appreciate the precast concrete's excellent fire resistance characteristics.
Rapid Construction
Precast concrete construction gets the job done sooner. The manufacturing of prestressed members and site preparation can proceed simultaneously. Early occupancy provides obvious benefits to the client.
Versatility of Design
Precast concrete buildings are not only functional but beautiful as well. Numerous panel configuration design possibilities are available.
Sustainability
As with all concrete wall systems, precast offers high durability and strength as well as thermal mass, which contributes to increased energy efficiency. Precast systems use locally derived materials, and can incorporate recycled supplementary cementitious materials like fly ash and slag cement, one of the key reasons why they are often used in sustainable or “green” buildings.
Variety, Flexibility, Utility
One of the biggest benefits of precast systems is in their design: tight controls mean more efficient mix designs, resulting in smaller structural members and longer spans. Construction waste is reduced because the exact amount of necessary components is delivered to the site; any spare components can be recycled, and their materials used again in another structure. Precast systems can adopt almost any aesthetic, incorporating a variety of colours and textures, or emulating natural stone. By crafting systems that not only look great, but also act as structural walls and support floor loads, designers can reduce material redundancy—and project costs.
Quality in Manufacturing
Because components are precast at manufacturing facilities, quality control measures ensure that every piece is made to specifications. The components can be cast and transported to the job site while designs are still being finalized, helping to speed construction schedules. Evolutions in self-consolidating concrete also promise to offer new options and challenges for designers using precast.
Applications
Prestressed concrete is the predominating material for floors in high-rise buildings and concrete chambers in nuclear reactors, as well as in columns and shear walls in the buildings intended for a high degree of earthquake and blast protection.
Unbonded post-tensioning tendons are commonly used in parking garages as barrier cable. Also, due to its ability to be stressed and then de-stressed, it can be used to temporarily repair a damaged building by holding up a damaged wall or floor until permanent repairs can be made.
GENERAL PRECAUTIONS IN PRESTRESSED CONCRETING
Working platforms
To provide a safe working environment, working platforms need adequate working space, appropriate edge protection, and safe access and egress.
They must also be designed and constructed to safely support all expected loads, including impact loads. Factors that will determine the selection of an appropriate working platform include:
· The type and number of items of stressing equipment that may be in use,
· The number of people required, or likely to be, on the work platform at any one time, and the likely material storage on the platform.
The platform should be large enough to enable the operators to remain clear of anchorages during stressing, and it should be at a height which eliminates or minimises risk of injury from over-reaching or awkward postures.
Formwork
In the case of cast in-situ concrete constructions, working platforms may be built integrally with the formwork.
Formwork and propping systems should be designed by a structural engineer experienced in formwork design.
Assembled formwork and propping systems should be checked by a competent person for compliance with the formwork design drawings and documented proof of such on-site checks should be readily available.
Provisions for stressing
Anchorages for stressing should be set out and tendon spacing marked on the ends. Since the wedging forces at anchorages are high, anti-burst provisions, such as special reinforcement, need to be installed and secured into position.
Pre-stressing ducts should be laid in accordance with the specified profile and adequately secured. Inadequate cover to duct tubes can result in concrete blow-outs during grouting operations.
Pre-stressing safety considerations
Stressing operations and associated preparations for stressing involve a variety of tasks which if, appropriate precautions are taken, could endanger the health and safety of workers carrying them out and/or those in the vicinity.
· The area where preparations and stressing are intended to take place must be fully barricaded with solid panels and signage prominently posted to keep unauthorised personnel clear of this area.
· All personnel involved in the tasks should wear the personal protective equipment. This will generally include safety goggles, gloves, sturdy protective footwear and safety helmets.
· All personnel involved in the tasks should have adequate training in identifying the hazards of stressing and their associated risks.
Uncoiling, Cutting and Placing Strands
· Coils are very heavy, typically weighing 3 to 4 tonnes, and therefore the structural adequacy of the area where coils are to be placed must be verified. Manual handling issues associated with handling the coils should be controlled.
· Ensure that the coils are restrained with uncut restraining straps when placing them onto the strand frame. Uncontrolled release of the coil can result in whip-back with sufficiently high force to cause serious injury.
· Strands should not be cut by heat-type cutting equipment such as oxy-acetylene or LP gas torches, as this may compromise their load-bearing capacity under tension.
· When assembling tendons, thoroughly inspect each individual wire or strand for obvious flaws.
Pushing Strands into Ducts
· All strands for each of the tendons should be pushed into place in accordance with the drawings, making sure all personnel are kept clear of the direct line of ducting to prevent injury from strands exiting from the other end of the duct.
· Once the specified number of strands is in place, ensure that a "dead end" is created for each strand by securing them at the end of the element.
· In strand set-ups where ends will protrude above the face of the concrete element and may create a hazard, they should be boxed or barricaded to prevent injury.
Concrete Pour
Concreting may be placed with either pumps or kibbles.
When concreting is being pumped, "chairs" or other means to support concrete pump lines above the reinforcement and tendons should be in place and well secured.
Where kibbles are used to place concrete, avoid dropping concrete in one place as tendons could be displaced. Concrete should always be allowed to flow in a controlled manner.
During concrete pouring:
· Ensure that the ducts and strands are not damaged during the pour. All damage should be promptly notified to the contractor's supervisor for repair. However, concrete around the anchorages needs adequate vibration to ensure a safe and sound seating for the anchorage.
· Concrete test cylinders should be taken at agreed intervals for storing and curing on site under conditions similar to those applying to the element being poured.
Stressing operations
Before stressing operations.
Prior to commencing stressing operations, the post-tensioning supervisor should verify that:
· Concrete around the anchorages has been examined. The principal contractor should be notified if the concrete is of poor quality.
· All concrete test cylinders have achieved the specified strength.
· The grips in the jacks on the stressing equipment are clean and free from dirt or grit and in good condition.
· The stressing equipment, i.e. jacks and their gauges, has appropriate service records and up-to-date calibration certificates. All jacks should have a durable tag securely attached which clearly shows the following information:
o Final stressing pressure
o Diameter and grade of the strand for which the jack is being used
o Jack number
o Corresponding gauge number
o Date calibration expires
· The operator of the stressing equipment has documented evidence of appropriate training.
· A "NO GO" area of at least 2 metres radius is in place around the anchorages at the dead and live ends, with barricades behind the line of jacks and "Stressing in Progress. Keep Clear" signage prominently displayed at all appropriate locations
During stressing operations
· Tendons should be stressed in order from the furthest to the closest reachable to ensure that no person is standing in direct line of the jack or previously stressed strands.
· Ensure stress is applied gradually and evenly to tendons.
· Ensure that the specified initial and final stressing levels are not exceeded.
After stressing operations
· Gain the design engineer's approval prior to cutting off excess tendons.
· Seal anchorage recesses following approval and prior to grouting the ducts.
· Do not perform tasks requiring impact, such as hammering, drilling or coring in the vicinity until the grouting of the ducts has been completed.
Grouting
Build-up of excessive pressure during grouting can result in "blow-outs" of the concrete, which could injure personnel in the vicinity.
To prevent blowouts
· Ducts should be blown through to ensure there are no blockages.
· Avoid non-continuous grouting to ensure no blockages or voids are in the tubes.
· Monitor the gauge of the equipment throughout grouting to ensure that excessive pressure does not develop.
· Retain barricades used during stressing operations and also barricade at a lower level if formwork has already been removed.
CASE STUDY
DESIGN-CONSTRUCTION OF THE PARAMOUNT – A 39-STORY PRECAST PRESTRESSED CONCRETE APARTMENT BUILDING
BUILDING FACILITIES
The building contains 486 apartment units comprising a total of 660,000 sq ft (61380 m2) area of rentable space. The lower eight floors and one basement level accommodate a variety of functions within a floor area of 31,000 sq ft (2880 m2). Retail space occupies most of the first and second floors.
Residential amenities include a leasing office and business centre on the third floor with a fitness centre and outdoor swimming pool on the fourth floor. Floors 3 to 7 of the north side of the building accommodate parking for 350 vehicles, including an all valet parking station served by elevators instead of ramps. Residential units are located on the south side of the building at the fourth through seventh floors. The eighth floor serves as a podium for the typical 13,700 sq ft (1274 m2) residential floors above on Floors 9 through 33. The building steps back at the 34th floor to a 9900 sq ft (920 m2) floor for Floors 34 through 39. Level 40 is an outdoor recreation deck area.
At 39 stories and 420 ft (128 m) high, The Paramount (located in San Francisco, California) is the tallest concrete structure in addition to being the tallest precast, prestressed concrete framed building in Seismic Zone 4 (a double record). It is the first major high rise building to be braced by an architecturally finished exposed precast concrete ductile frame. The reinforcement used to create this seismic ductile frame includes post-tensioning and high strength reinforcing steel. All this represents a major milestone in the development of precast/prestressed concrete. The building is basically an apartment complex, although the lower floors accommodate retail space, vehicle parking and recreational amenities.
Soaring majestically amidst the other high-rise buildings in San Francisco is the Paramount —a 39-story residential apartment tower that reaches 420 ft (128 m) skyward. Costing nearly $93 million, the newly constructed building is prestigiously located at Third and Mission across from the famous Moscone Center, further enriching the city’s world-renowned skyline.
What distinguishes this building from the other high rises surrounding it is that the structure incorporates a novel precast hybrid moment resisting frame that is particularly effective in the severest seismic regions of the United States and indeed the world. As such, The Paramount is not only the tallest concrete structure built in Seismic Zone 4, but it is also by far the tallest precast, prestressed concrete framed structure built in a region of high seismicity. From a precast concrete perspective, it is the first major high rise building to be braced by an architecturally finished exposed concrete ductile frame. The reinforcement used to create this ductile frame includes both post-tensioning strand and high strength mild steel reinforcing with yield strength of 120 ksi (8280 MPa). This combination of materials also represents a significant technological breakthrough.

THE DESIGN PROCESS
Neither the building nor any portion of its seismic system fit within the framework of the existing building code. The functionally logical bracing program for the building included a shear wall base, which extended from the foundation to the eighth level, for this was the top of the parking structure that occupied the north side of the building. The precast concrete ductile frame braced the building above Level 8.Since buildings over 160 ft (48.8 m) now 240 ft (73.1 m)] require the existence of a ductile frame or a dual system (shear wall plus ductile frame), an exception was necessary to allow a stacked bracing system-frame on top of the shear wall. Accordingly, the project lacked a well-defined seismic criterion.

Fig.2 Reinforcing cage of precast column.

Fig.3 DDC reinforced frame beam.

Fig. 4. Corner column detail.

Fig 5 Reinforcement details of exterior columns

Fig. 6. Jacking operation.
PRECAST SEISMIC BRACING SYSTEMS

Fig. 7. Interior Hybrid beam test assembly.

Fig. 8. Behaviour of Hybrid beam test assembly
The combining of precast components by post-tensioning is not new Professor Robert Park University of Christchurch, New Zealand) and his associates tested several post-tensioned subassemblies in the 1960s.Clearly, the concept preceded the ability of builders to exploit it, so the idea was not pursued. In 1978, the author proposed the development of a post-tensioned assembly and subsequently presented the concept at several workshops.2-4 H. S. Lew at the National Institute of Standards and Technology (NIST)5 obtained a grant to develop what became known as the Hybrid System. Ultimately, the system was produced after a number of iterations at the NIST test facility. Unfortunately, this particular model did not satisfy the needs of the Paramount project because the angles that armed the corners of the beams (see Fig. 4) were not acceptable.
Also, the concrete strain limit states required to effect a performance based limit state were not established as a consequence of arming the corners. Further, the strength of the beam-to column joint was not established because the strength of the beam-to-column joint tested significantly exceeded the demand imposed on it. Additional testing was required to develop a performance based design criterion for the Hybrid System, and this was undertaken at the University of Washington. Interior, exterior, and corner subassemblies were tested. The attempt was to follow the guidelines contained in ACI’s proposed acceptance criterion.6 The interior test subassembly is described in Fig. 7. This subassembly was modelled so as to represent a two-thirds scale model of the frame proposed for the Paramount building. The ACI acceptance criterion required that the subassembly be designed prior to testing so as to predict its strength and deflection, as well as the point at which the subassembly would start losing its strength. The subassembly (see Fig. 7) was constructed and assembled strictly following the procedures proposed for the project.
The experimental model was then subjected to displacements of increasing magnitude, and each displacement was repeated three times before proceeding to the next level of deformation. Fig. 8 describes the behaviour of the test specimen. The strength that was attained exceeded that predicted by analysis. The predicted nominal flexural strength was 90 percent of that experimentally attained, while the strength predicted for the joint was 83 percent of that established by the test. Accordingly, the validity of the design process was demonstrated. It is interesting to note that a recently proposed consensus design criterion will allow the use of only 60 percent of the developable strength. From a displacement perspective, the performance of the subassembly also exceeded the desired objectives.
Normally, in Seismic Zone 4, the subassembly is designed to drifts of 2 to 2.5 percent. The acceptance criterion looked into the deformability of the system and required that the test program be able to demonstrate that drifts of 3.5 to 4 percent could be attained without significant loss of strength. At a drift of 4 percent, the third cycle loss of strength was less than 30 percent, while no loss of strength was experienced in the expected drift range (2.5percent), and this was considered acceptable.


Fig. 9. Precast frame application of forged ductile rods.

Fig. 10. Mockup of architectural precast panel assembly at
Precaster’s yard.

Fig. 11 Architectural precast panel assembly installed on building
The adopted Performance Based Design required that the probable range of building displacements predicted. This was done through the use of several analytical procedures which have evolved over the last 30 years. Response spectrum based procedures are the key conceptual design tool. Once the design has been developed, elastic three-dimensional time histories are performed.
This process involves modelling the analyses were performed on the various bracing frames. The design team concluded that post-yield rotations would be in the 1.0 to 1.2 percent range, and this is well below the experimentally confirmed limit state of 4 percent (see Fig. 8). Most buildings tend to be rectangular in plan in which one dimension is often 2.5 to 3 times the other. This is a characteristic of the Paramount apartments. The design of this type of configuration must consider the torsional response, especially in the post-yield range. When a building responds to earthquake excitations that drive it into the post-yield behaviour range, the centre of rigidity will gravitate to the stronger bracing element. For example, the eastern-most frame of the Paramount building would become the torsional pivot, and thus would cause the west frame to respond in an undesirable manner from a displacement perspective. Further, any imbalance in strength would limit the restoring force. This concern was mitigated by balancing the strength and stiffness of the east and west frames in both the elastic and post-yield behaviour range. The balance attained is much more important than compliance with any prescribed strength objective. Thus, it is important to ensure that the balancing operation not reduce the available level of ductility in the weaker frame element (west frame in this case).

Fig. 12. Progress view of precast frame erection.

Fig. 13. Erection of precast perimeter frames nearing top of building.

Fig. 14. Finished view of The Paramount amidst other high-rise buildings in San Francisco.
Fig. 10 shows a mock-up of an architectural precast panel assembly at the pre-casting yard. Fig. 11 shows a view of the architectural precast façade installed on the building. Figs. 12 and 13 show various erection phases of the building. Fig. 14 is a completed view of the building amidst the other highrises in San Francisco. Concrete strengths were specified as follows: For the columns: 6000 to 8000 psi (41 to 55 MPa). For the beams: 5000 psi (34 MPa). The superstructure was completed in 16 months. Erection of the precast components started slowly but, as work progressed, an average production rate of 21/2 floors per month was attained. A major time benefit was the rapid enclosure of each floor, which made possible the installation of electrical and mechanical accessories as well as other fixtures.
From the mat foundation to the eighth floor, a cast-in-place moment frame bracing and shear wall system was used. This was necessary because of the varying slab elevations and nonrepetitive elements involved. Above the eighth floor, a perimeter precast moment frame was used. The floor construction cycle, which ultimately took 5 days, started with the placement of half of the two-story precast column and ended with the raising of the flying forms by one story.

CONCLUSION
The use of pre-cast pre-stressed concrete members enabled long sections as compared to reinforced cement concrete construction in 39 storey paramount building. The used pre-stressed elements made the construction speedy and the project was completed within the scheduled time.
No comments:
Post a Comment